
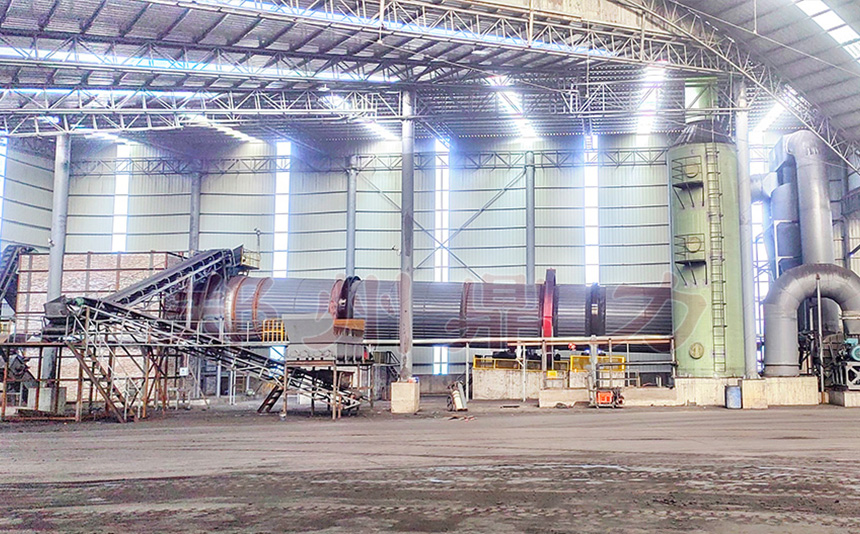
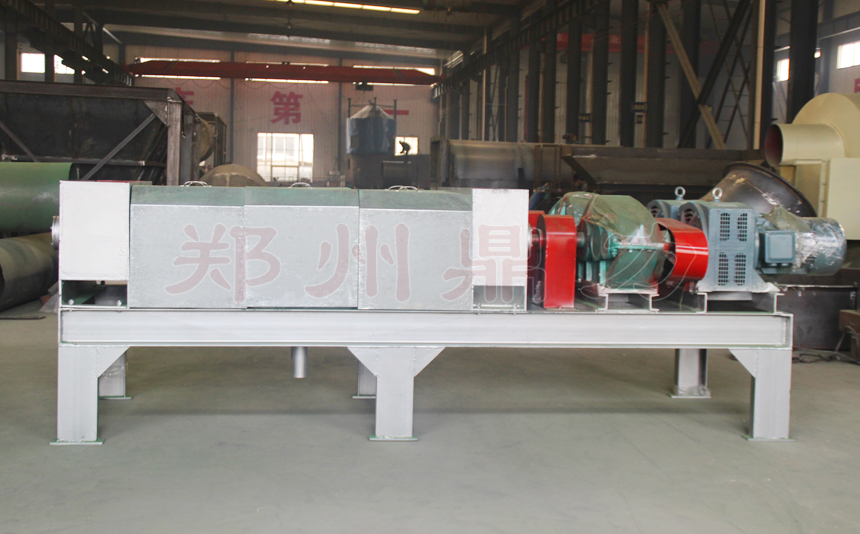
近日,广东客户从郑州鼎力选购的酱渣烘干机,在客户厂区完成全部安装调试工作,正式投入生产运行。此次设备的顺利投产,不仅标志着双方合作的圆满落地,更将为客户解决酱渣处理的核心难题,推动酱料生产副产物的资源化再利用。
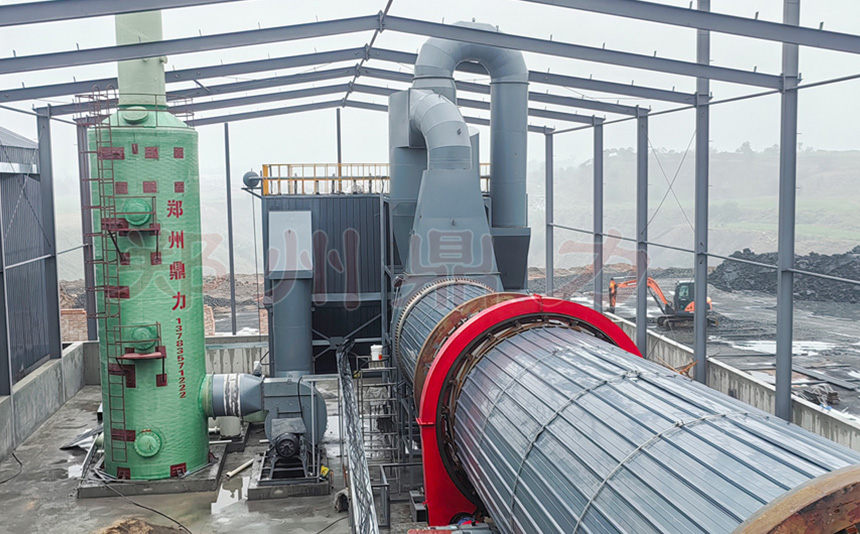
在酱料生产过程中,酱渣的产生量较大,其富含多种营养成分,具备较高的再利用价值,但高湿度特性使其极易腐败变质,传统处理方式不仅浪费资源,还可能增加环保处理成本,成为困扰酱料企业发展的共性问题。基于对广东地区酱料产业发展需求的精准把握,郑州鼎力为该客户提供的酱渣烘干机,采用定制化设计思路,可适配不同工况下的酱渣处理需求,实现物料的高效干燥,为后续资源化转化提供稳定保障。
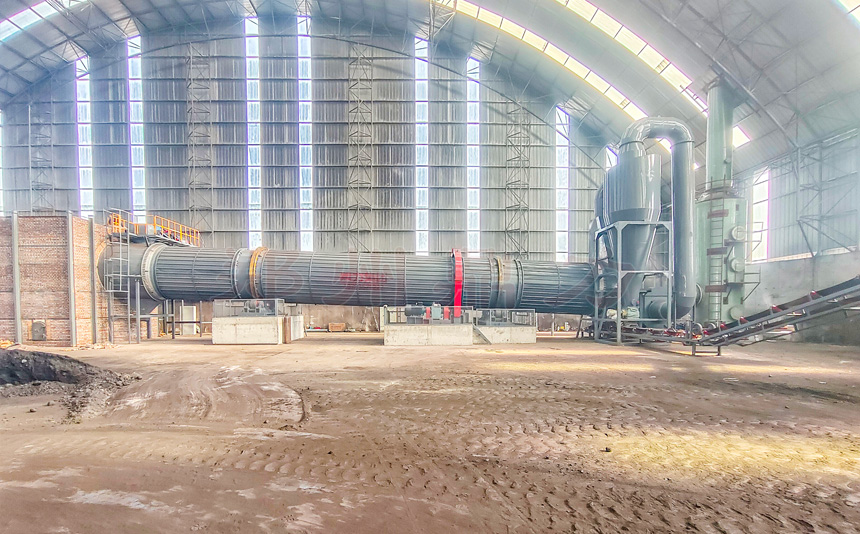
从设备选购咨询到最终投产,郑州鼎力全程组建专业服务团队提供支持。团队精准对接客户需求,跟进设备生产、物流运输及现场安装调试的全流程,及时响应并解决项目推进中的各类问题,确保设备运行状态稳定、干燥效果符合预期,获得了客户的认可。
此次合作的顺利推进,是郑州鼎力立足客户需求、深耕物料处理装备领域的生动实践。未来,郑州鼎力将持续优化产品与服务,为更多行业客户提供贴合实际的副产物处理解决方案,助力产业实现绿色循环发展。
下一篇:全国第四届机械工业干燥技术委员会换届 郑州鼎力李留纪当选副主任委员 上一篇:郑州鼎力啤酒糟烘干机在东莞投产 助力当地循环经济再升级











































{kind=link}