
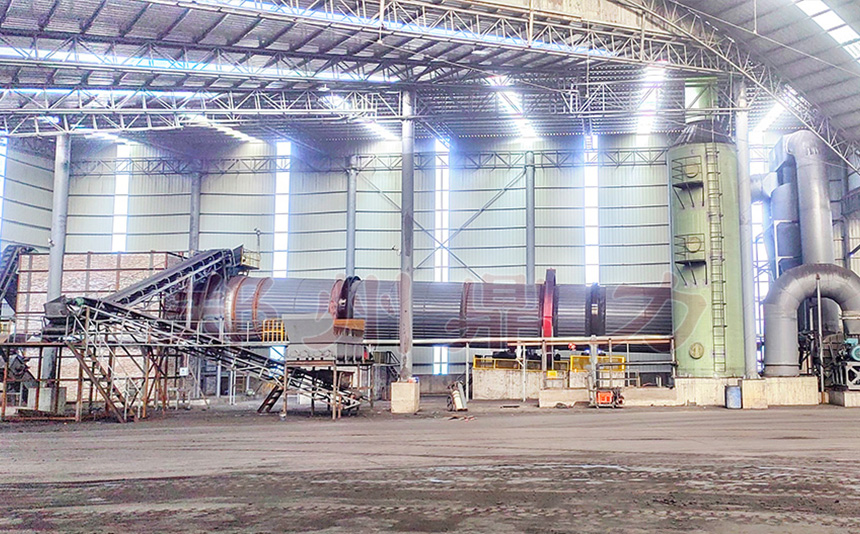
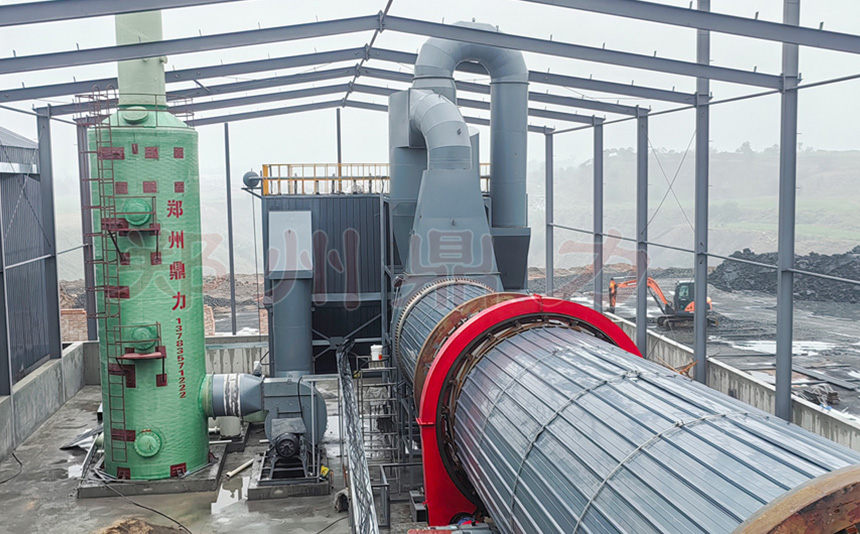
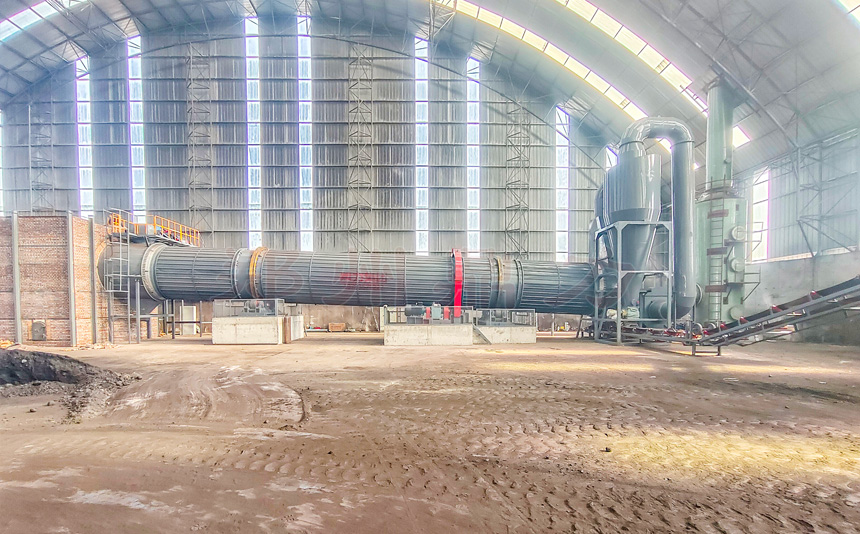
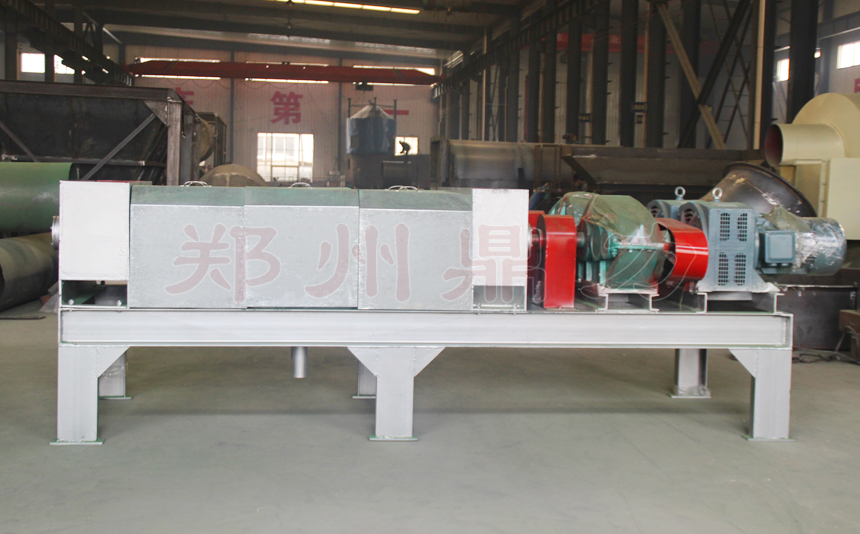
近日,由郑州鼎力新能源设备有限公司为广东东莞某企业量身打造的啤酒糟烘干机项目顺利完成安装调试并正式投入运行。该设备针对啤酒糟含水量高、易腐败变质的特点,采用低温快速干燥技术,有效保留了原料中的蛋白质、维生素等营养成分,同时将废弃物转化为高附加值的饲料原料,为当地酿酒行业与畜牧养殖业的资源循环利用开辟了新路径。
项目实施期间,郑州鼎力技术团队深入东莞客户生产一线,结合当地气候条件与工艺需求,对设备结构、热能利用等环节进行优化设计。从设备进场到调试成功,团队全程提供技术支持,确保烘干机在高温高湿环境下稳定运行,并实现操作便捷、维护成本低等目标。投产后的设备凭借高效节能、环保达标等优势,帮助客户解决了啤酒糟储存难、运输成本高等问题,提升了资源综合利用率。
下一篇:广东客户选购的郑州鼎力酱渣烘干机顺利投产 助力资源高效利用 上一篇:郑州鼎力酵母烘干机成功落地哈萨克斯坦 顺利投产赋能资源循环











































{kind=link}