
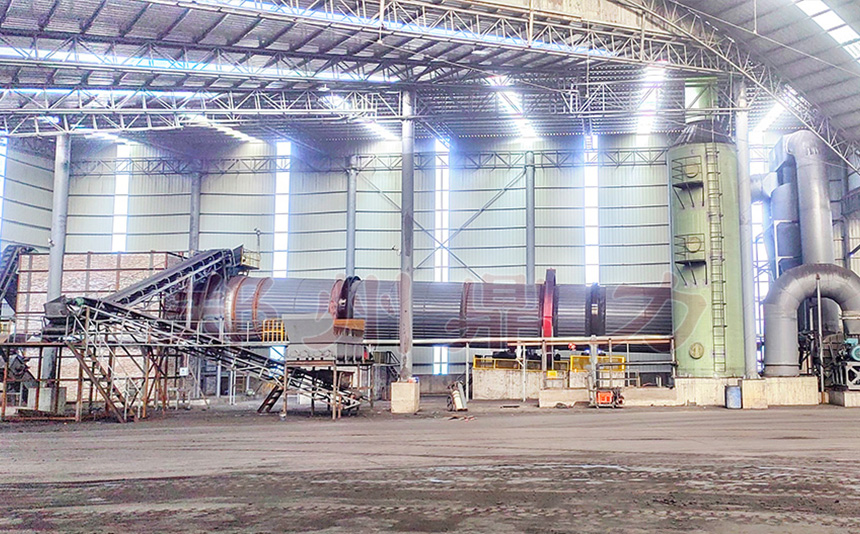
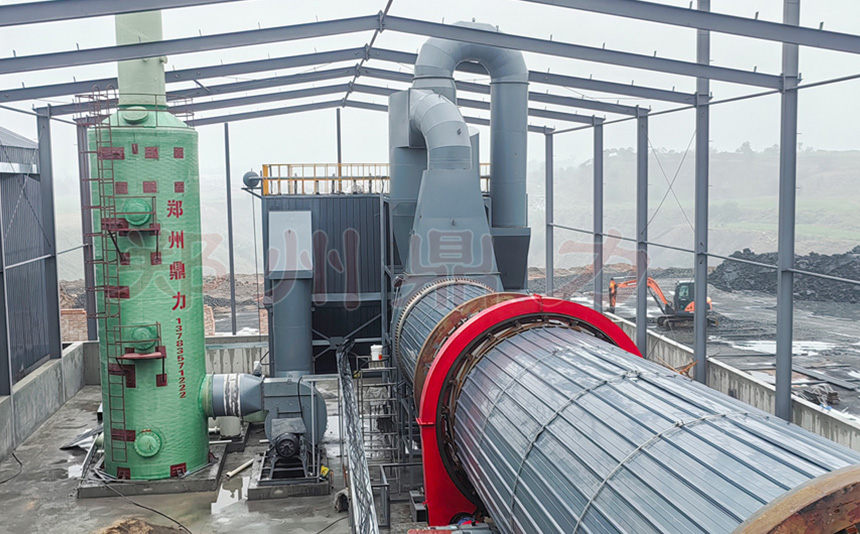
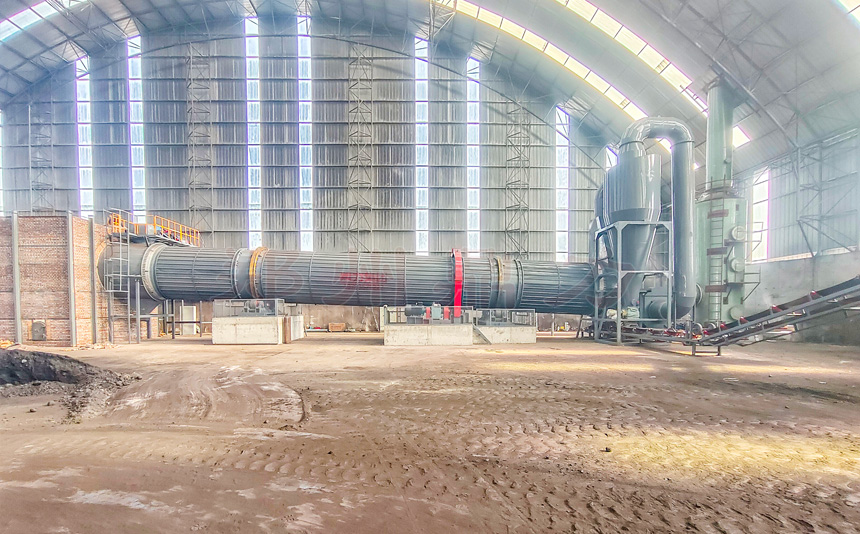
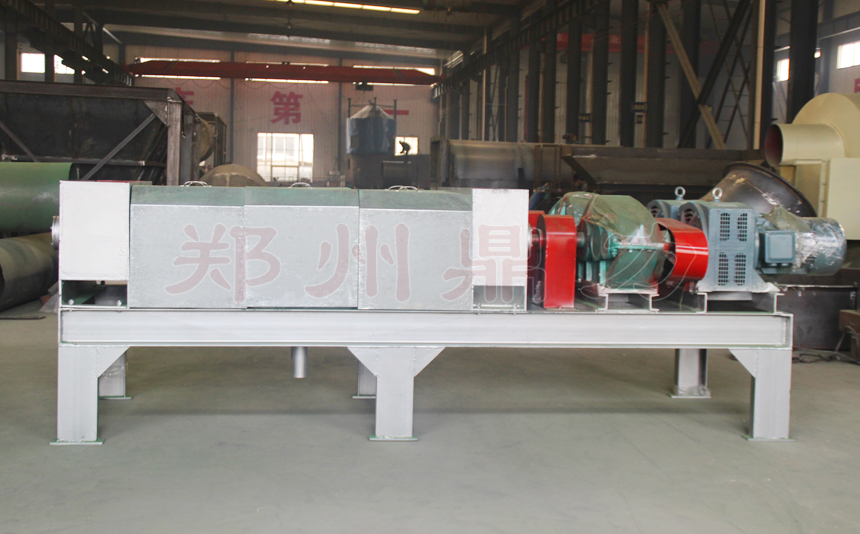
近日,由郑州鼎力新能源设备有限公司为福建南平某客户量身定制的白酒糟烘干机项目完成安装调试,正式投入生产。该设备的投产标志着当地酒糟资源化利用迈入新阶段,为解决酿酒副产物处理难题提供了高效解决方案。

白酒糟作为酿酒行业的副产物,因含水量高、易腐败,长期面临储存与运输难题。郑州鼎力针对这一痛点,结合南平地区气候特点及客户实际需求,研发了专用烘干设备。项目团队通过优化热风循环系统与内部打散装置,有效解决了传统设备易粘结、能耗高的问题,同时确保烘干后的酒糟营养成分保留完整,可直接用于饲料加工或生物质燃料生产,实现“变废为宝”。
在项目实施过程中,郑州鼎力派驻技术团队全程跟进,从设备运输、安装调试到操作培训,提供一站式服务。客户负责人表示:“设备运行稳定,烘干后的酒糟品质显著提升,既降低了废弃物处理成本,又创造了新的经济价值。”
作为干燥设备领域的创新企业,郑州鼎力始终以技术驱动发展,其产品已覆盖煤炭、果蔬、餐厨垃圾等多个领域,并出口至俄罗斯、韩国等30余个国家和地区。此次福建南平项目的成功落地,进一步验证了企业在高湿物料烘干领域的专业实力,也为行业绿色转型提供了可复制的实践样本。
下一篇:郑州鼎力酵母烘干机成功落地哈萨克斯坦 顺利投产赋能资源循环 上一篇:精准定制显实力 郑州鼎力煤泥烘干机在山西汾阳成功投产











































{kind=link}