
啤酒酿造过程中,会产生大量的啤酒糟副产物。这些啤酒糟富含营养成分,本是极具利用价值的资源,但因其含水量高、易发酵变质的特性,给企业的储存、运输和处理带来了诸多困扰。传统处理方式不仅难以充分挖掘其价值,还可能造成环境压力,成为制约啤酒行业绿色发展的瓶颈之一。
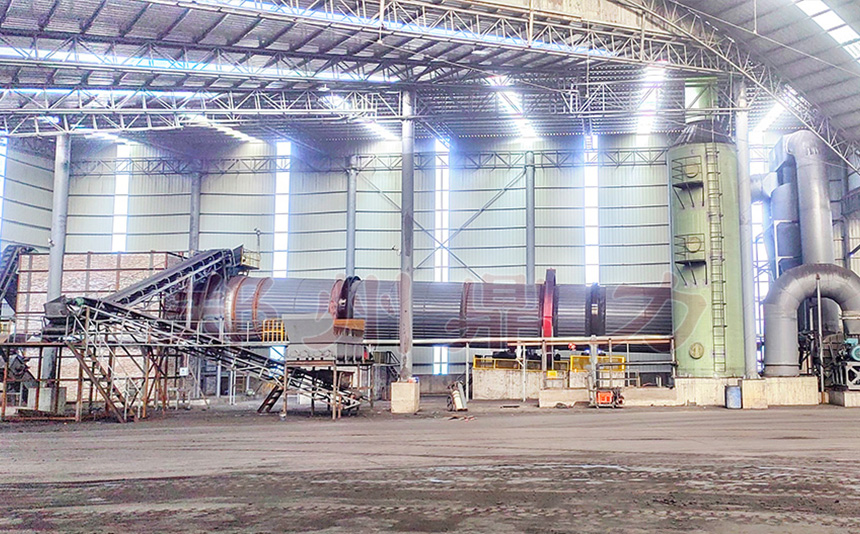
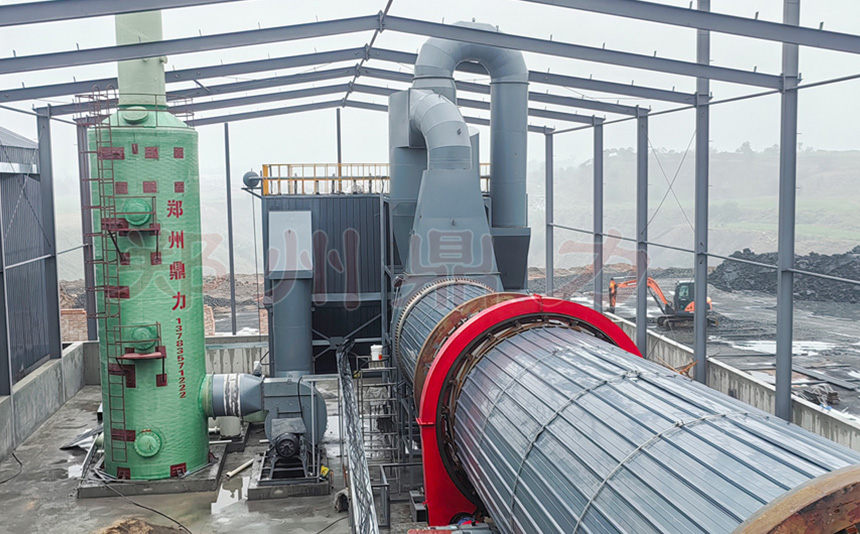
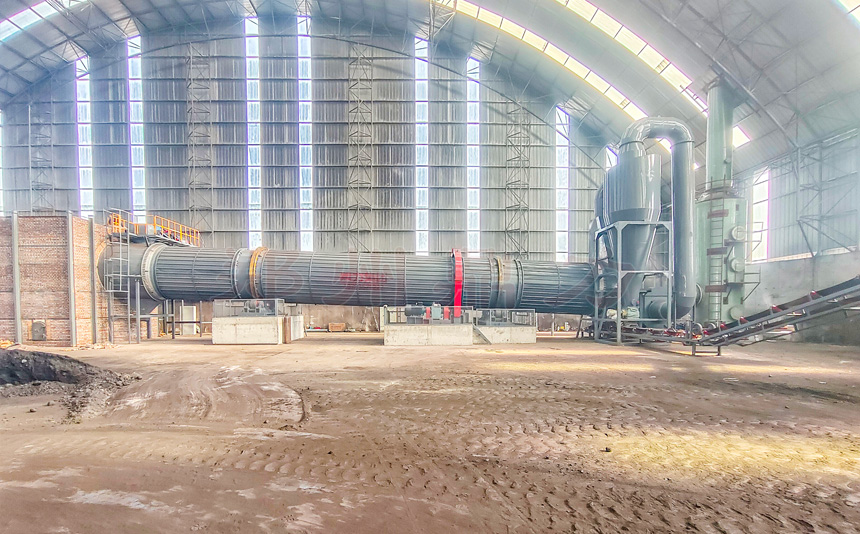
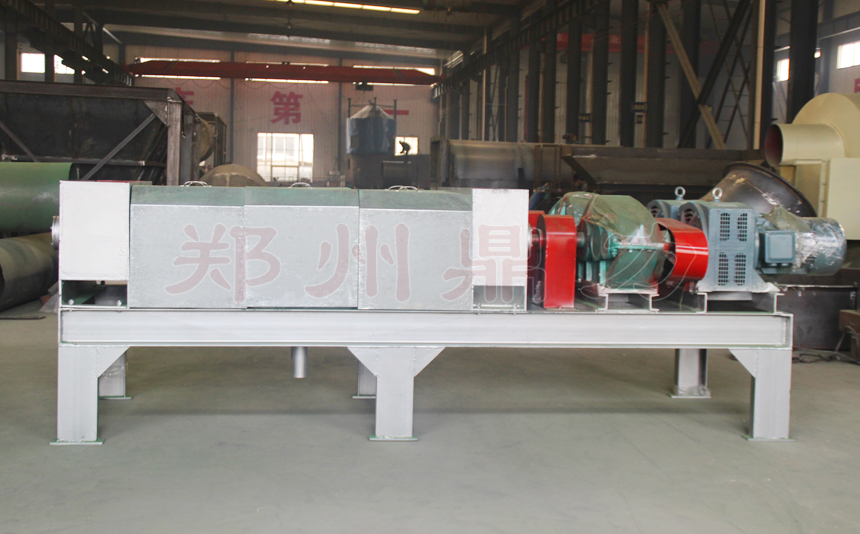
啤酒糟烘干机的出现,为解决这一难题提供了有效路径。它能够针对啤酒糟的物料特性,通过科学的干燥工艺,平稳去除多余水分,同时最大程度保留其中的营养成分。经过烘干处理的啤酒糟,质地干爽、稳定性强,不仅彻底解决了储存运输的难题,还可广泛应用于饲料加工、生物发酵等多个领域,实现了从“废料”到“优质原料”的转变,让啤酒糟的资源价值得到充分释放。
对于啤酒企业而言,选择适配的啤酒糟处理设备是实现资源循环利用的关键。郑州鼎力深耕干燥设备领域多年,凭借对不同行业物料特性的精准把握,打造出贴合啤酒糟处理需求的烘干解决方案,助力企业高效破解处理难题,推动行业朝着绿色、可持续的方向发展。
下一篇:饲料烘干机:守护饲料品质,助力养殖发展 上一篇:豆腐渣“变废为宝”,烘干技术开启资源循环新篇











































{kind=link}